


VA・VE事例
長さの短い角パイプは、曲げ加工によって設計する
<ステンレス精密板金の曲げ加工によるVA・VE設計のポイント>

ステンレスや鉄などの精密板金を設計する際、角形状のパイプが必要なケースではコストダウンのために規格品を活用することがセオリーとなっています。しかし、この必要な角形状のパイプが短く、かつ数量が少ない場合は、角パイプの規格品を購入してしまうと殆どがロスになって、規格品といえどコストアップとなってしまいます。さらに、角形状のパイプに穴加工やタップ加工が必要な場合は、それ専用の治具も必要になるので段取りにも時間と手間がかかってしまいます。
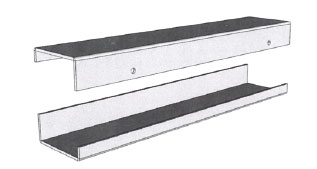
長さが短く、角パイプを購入しても残材が発生しコストが高くなってしまう場合には、規格品の角パイプを購入せずに曲げ構造によって角パイプを設計・製作する方がコストダウンになります。上記のように曲げ加工した部品を溶接する構造にすれば、規格品の角パイプを購入したときに発生する残材はなくなります。さらに、角形状のパイプに穴加工が必要な場合、治具を製作せずともレーザー加工機によって穴明けを行なうことができるので、穴位置精度もしっかりと出すことができます。
ステンレスや鉄を用いた精密板金を設計する際、パイプ形状の部品が必要なケースでは、通常は規格品を活用することがコストダウンに繋がりますが、必要な長さが短く、かつ数量が少ない場合には、残材が多く発生してしまうため、逆にコストアップとなってしまう事があります。その場合は、形状が角形状のパイプであれば、曲げ加工した部品を溶接することで、コストダウンを図ることが可能となります。さらに、穴明けが必要な場合でも、曲げ加工を行うように設計しておけば、レーザー加工機によって穴明けを行なうことができるので、精度も高く穴明けができる上、手間も省くことができます。
少量生産における曲げ加工での角パイプ製作につきましては、薄板溶接.comを運営するマツダにお問い合わせください。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













