


VA・VE事例
薄板溶接による歪みを考慮し、できるだけ板厚を上げる
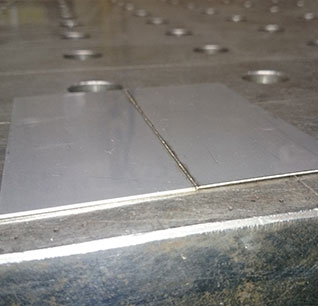
<薄板溶接・板金によるステンレス精密板金のVA・VE設計のポイント>

ステンレスはその物性上、どうしても溶接による熱によって歪みが発生してしまいます。特に0.8mm以下のステンレスの精密板金になると、YAGレーザー溶接では歪みが発生しやすくなります。さらに一般的に用いられるTIG溶接はYAG溶接に比較すると大きな熱が発生するので、薄板溶接としては歪みが大きく、採用することは技術的に非常に困難になります。
薄板溶接においては、溶接の熱によって発生するひずみをいかに小さくするかが品質向上とコストを低減させるポイントになり、薄板板金であればあるほどこのポイントは考慮する必要があります。従って、0.8mm以下の薄板板金を設計する際には、溶接がしやすくなるよう、少しでも板厚を上げることができないかを検討することが必要です。
0.8mm以下の薄板板金になると、歪みの問題から溶接方法もTIG溶接ではなくほとんどYAG溶接しか採用ができなくなります。さらに、薄板板金では溶接の難易度が上がってしまう為、品質とコストを両立できなくなります。従って、設計上許されるのであれば、できるだけ板厚を上げて設計を行うことでコストダウンを行うことができます。
なお、昨今では溶接歪みを極力抑えることができるファイバーレ―ザー溶接という方法もあり、薄板溶接.comを運営する㈱マツダでは、この溶接機と技術を応用して0.05mmからの薄板溶接にも対応しております。
薄板溶接.comではどんな薄板でも溶接に対応できますが、一般的にはできるだけ厚い方が溶接コストも下がる傾向にあります。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













