


VA・VE事例
コーナーをC面取りからR形状に変更する
<その他のステンレス精密板金のVA・VE設計のポイント>
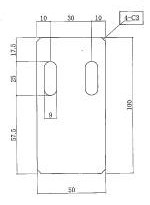
ステンレスの精密板金において、バリ取り作業を低減できるような形状に設計するとコストダウンにつながります。上記の図面では、4-C3というC面取りの指示が入っています。この形状の場合、レーザー加工機で切断する際には問題にはなりませんが、最終工程のバリ取りの際にC面の3面を1面ずつバリ取りしなければならないので、作業時間がかかってしまいます。
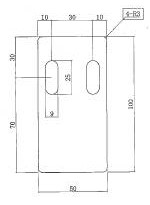
C面取りの指示をR形状にするだけで、バリ取り作業が軽減されトータルの作業時間を短縮することにつながりコストダウンを図ることができます。上記の図面では、4-C3というC面取りの指示から、4-R3というR形状の指示に変更しました。これによって、精密板金では必須の最終工程でのバリ取りの作業が軽減される(3面から1面のみ)ので、コストダウンを行うことが可能となります。
ステンレスや鉄などの精密板金においては、材料のコストよりも作業時間のコストのほうが大部分を占めるので、いかに板金にかかる作業時間を短縮できる図面を作成するかがコストを大きく左右します。この例では、C面取り(4-C3)からR形状(4-R3)に変更を行うことで、最終工程でのバリ取り作業が軽減することが可能となり、コストダウンに繋がります。薄板溶接.comでは、薄板の溶接以外の加工についてもご相談いただけます。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













