


VA・VE事例
薄板板金は溶接できる限界板厚を知った上で設計を行う
<薄板溶接・板金によるステンレス精密板金のVA・VE設計のポイント>
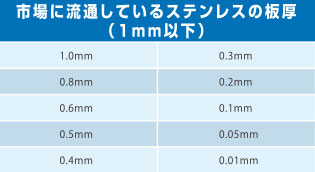
ステンレスなどの精密板金において薄板溶接を行う際には、熱による歪みの小さいYAGレーザー溶接やファイバーレーザー溶接を採用しますが、どの程度の板厚まで溶接ができるかを把握しておくことが品質とコストを両立させるポイントです。上記の表は市場に流通しているステンレス材の板厚となります。
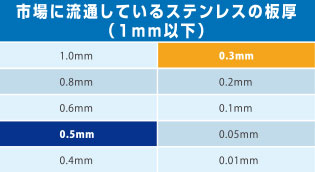
ステンレスの精密板金では、通常では1mm以下が薄板板金と呼ばれますが、一般的には薄板溶接ができる限度は0.3mmまでと考えておりますが、弊社では0.05mmまで溶接実績があります。実際の製品としては歪みや強度などを考慮すると、0.5mm以上で設計を行っておく方が品質が安定します。薄板板金の場合は薄くすればするほど専門性が高くなり、加工難易度が上がります。
熱による歪みの少ないYAGレーザーやファイバーレーザー溶接でも、溶接する板厚が薄いと多少のひずみが発生し、強度も確保することが困難になります。ステンレスの精密板金において、薄板にて設計・製作を行う際には、0.3mm以上で設計するか、薄板溶接の専門ノウハウを持つことが高品質な製品製作につながるでしょう。
なお、薄板溶接.comではファイバーレーザー溶接機を導入しておりますので、板厚0.05mmからの薄板溶接にも対応可能です。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













