


VA・VE事例
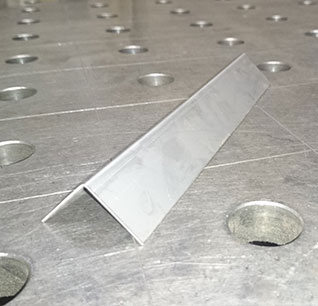
薄板板金の場合は、専用の薄板溶接か曲げ加工を採用する
<薄板溶接・板金によるステンレス精密板金のVA・VE設計のポイント>
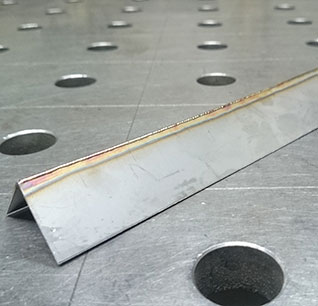
薄板溶接を行う際には、その熱によるひずみが小さいYAG溶接が採用されますが、このYAG溶接もレーザーによってステンレスなどの材料を溶かすため、どうしても歪みが発生します。いわゆる1mm以下の薄板溶接を行う場合は、YAG溶接でもひずみを考慮して溶接を行わなければならない為、コストアップの原因となります。
ステンレス精密板金における薄板溶接においては、一般的なTig溶接ではなく薄板専用の溶接機で加工を行うことでひずみを回避するか、もしくは溶接そのものを行わないようにすることがコストと品質を両立させるポイントです。特に、薄板の精密板金で全周溶接が指示されると歪みが大きくなってしまうので、断続溶接とするか、必要ない場所には溶接をしないことが必要です。
歪みの出やすいステンレスの精密板金、特に薄板溶接の場合はどうしても歪みが出てしまいます。従って、設計上問題がなければ、溶接を行わずに曲げ加工のみにするか、どうしても溶接をしなければならない場合は薄物専用のレーザーによる溶接方法がありますので、そちらを採用します。
なお、薄板溶接.comでは、ファイバーレーザー溶接機も導入しており、厚さ0.05mmからの薄板溶接にも対応しております。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













