


VA・VE事例
機械加工品を板金に工法転換する際は、角の設計を変更する
<薄板溶接・板金によるステンレス精密板金のVA・VE設計のポイント>
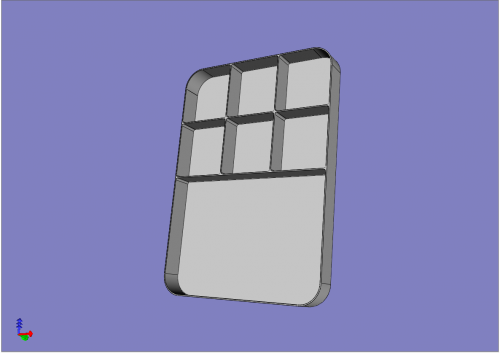
図のようなアルミの薄板トレイはこれまで溶接が難しく機械加工で製作されていましたが、溶接技術の進歩により板金でも製作できるようになりました。材料の高騰の点からも板金製作はコストダウンにつながると考えられます。
しかし、そのままの形状ですと、エンドミルで製作しやすいように角にRで設計されており、板金では単純な曲げ加工が採用できず不要なコストアップを招く可能性があります。
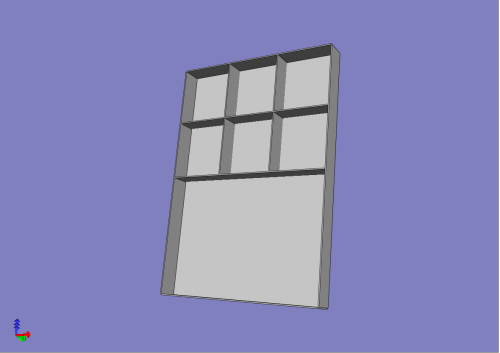
使用上問題ないようであれば、四隅をR形状から90度角に変更することで、汎用型による曲げ加工と溶接による組立が可能となり、板金の利点を活かした製作が可能となります。
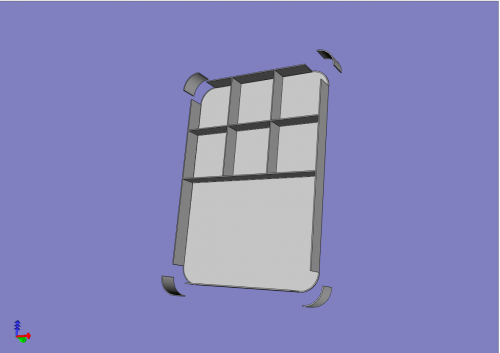
どうしても角のRが必要な場合は、R曲げした部品を別製作し溶接することでR形状を持たせた製品製作が可能です。
しかし、コストダウンにつながりにくく、また歪みなど嫌い高品質な製品を求める場合は溶接個所は少ない方が良いでしょう。
機械加工の図面をそのまま板金加工に用いると、機械加工ではコストダウンや製作のしやすさにつながった部分が、逆作用する場合があります。
四隅をR形状にすることは機械加工においては加工を加味した優れた設計となりますが、板金加工においては、90度角に設計してある方が加工がしやすく、コストダウンや製作のしやすさに繋がります。
用途によって変更が難しい場合や、工法変更による影響など専門的な見地が必要な場合は、先ずは専門家に相談するのがいいでしょう。
薄板溶接.comでは、板金1級技能士がお客様のご相談に真摯に対応させていただきます。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













