


VA・VE事例
振動が発生する精密板金への溶接対策
<ステンレス精密板金の溶接によるVA・VE設計のポイン>
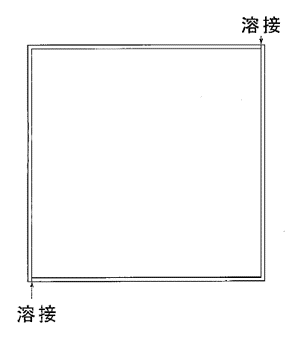
振動が無い製品は、通常はこの図のように角合わせの板取りをして溶接しても問題ありませんが、振動の有る箇所に設置する製品では、このような構造で角合わせにして溶接をすると、角の部分から割れ生じてしまいます。
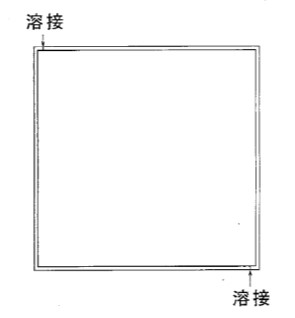
振動の発生が懸念されるような精密板金・製缶品の場合には、角合わせで溶接するのではなく、角を20mm程度曲げて繋ぎ込みをした部分で溶接します。そうすることにより、振動による割れが生じにくくなります。
薄板溶接.comでは、振動が発生する精密板金は、角合わせではなく、20mm程度曲げて繋ぎこみをした部分で溶接を行うようにします。
さらに強度を持たせたい場合には、表面は全溶接した上で、内面は点付け溶接する事によって振動に対する強度アップを図ることができます。
お問合せ
お電話またはメールよりお気軽にお問合せください。

薄板溶接の技術相談













