溶接加工をするにあたって、隅肉溶接・スポット溶接・栓溶接など様々な種類の溶接方法がありますが、この溶接の接合強度を上げるために、通常は開先溶接を行います。
開先とは、グルーブ(Groove)ともいい、溶接を行う母材間に設ける溝のことです。そして開先溶接とは、溶接を行う母材の接合面に適当な形状の開先と呼ばれる溝を加工して、開先にあった溶接棒を用いて溶接することを言います。製缶ものと言われる比較的厚みのある材質は、ほとんどこの開先溶接が施されています。
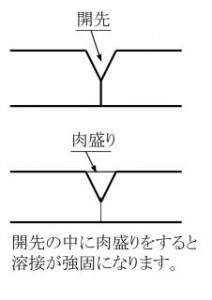
ステンレスや鉄などの精密板金、あるいは製缶板金において上記のような開先をとる理由は強度アップです。つまり、隅肉溶接の場合は部材同士間に隙間ができてしまう為強度が低くなりますが、これに対して開先溶接では、開先の取り方で溶接深さ・幅・接合面積を変更し強度を調整することが可能です。板金溶接の現場では、溶接する箇所によって使い分けます。一番強度が高めることができる方法が完全溶込みの開先溶接であり、この溶接は母材並みの強度が実現できるので、強度部材の溶接に用いられます。なお、開先が取れないほどの薄板はこの方法を取ることはできないので、別の溶接方法を採用することになります。
さらに参考までに、開先という言葉は溶接技術の分野において用いられる溶接用語であり、アーク溶接の溶接継手に定義される用語の一つです。その形状は、I形、V形、レ形、X形、U形、K形、J形、両面J形、H形など様々な形状がありますが、一般には突合せ継手、T継手、十字継手、角継手に適用されます。
お電話またはメールよりお気軽にお問合せください。

















