1 精密板金は曲げ加工に配慮した寸法設計が品質を左右する 精密板金加工においては、曲げ加工は切っても切れない加工方法の一つであり、曲げ加工の良し悪しは、その製品そのものの出来具合(仕上がり)に直結すると言っても過言ではありません。従って、精密板金の製品を設計を行う上で、ステンレスなどの鋼板に無理のない曲げ加工形状を検討したり、作業者が曲げ加工しやすい寸法・形状にすることは、品質向上に繋がるのです。
2 曲げ近くの「穴」を変形させない方法 曲げ加工の近くでは、曲げによる素材の伸びのために引張力が働きます。従って、穴の位置が曲げ位置に近いと穴が変形してしまう場合があります。 曲げ位置から穴の縁(ふち)までの適正寸法は、板厚や穴の大きさ、曲げに使用する金型にも影響されますが、一般的に曲げ加工を行っても穴が変形しない最小寸法は、下図のように板厚の3倍から4倍以上の距離にする必要があります。

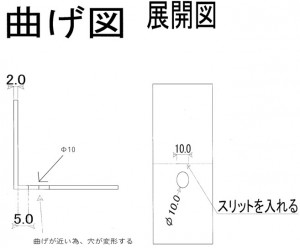
しかし、機器の設計上、どうしても曲げの近くに穴が必要なケースもあります。そのような場合は、曲げ加工後に穴をドリルなどにより加工しなければなりませんが、下図のように曲げ位置の部分に、展開時に穴径と同じぐらいの幅のスリットを入れることにより、曲げた時の穴の変形を回避する事が可能です。なお、このようにスリットを入れた場合、見た目・強度などが必要でなければそのままでOKと判断されることもありますが、NGの場合は、溶接して穴埋めするなどの対処が必要になります。いずれにせよ、精密板金加工の視点からは、穴やスリットを空けた後に追加工が発生しないように設計することが、コストダウンへの近道になります。
お電話またはメールよりお気軽にお問合せください。

















