今回は、産業機器向け精密板金の寸切りボルト取り付けにおける改善例をご紹介いたします。
産業機器によく用いられるフランジは、特に狭い場所に取り付けるような製品には現場の作業効率を
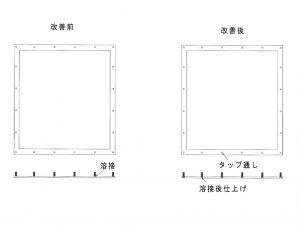
向上させるために、寸切りボルトを取り付けるものが多くあります。この場合、この図面のようにフランジ
に直接ボルトを溶接するように設計してしまうと、ボルトを位置決めしてからボルトの根元に溶接しなければならず、ボルトを溶接する時に芯がずれる、あるいは曲がって付いてしまう、という事が発生します。
このような場合は、フランジに直接寸切りボルトを溶接するのではなく、改善後の図面のように穴を開けてタップを通した後に、ボルトを入れて裏側から溶接を行います。そうすることで、ボルトの曲がりが回避
でき、さらにボルトと穴の芯が出るようになります(なお、溶接面のビードによるふくらみは、溶接後に平らに仕上げることで対応が可能です)
㈱マツダが運営するステンレス精密溶接、精密板金comでは、こうした使用目的に応じて少し工夫した
溶接組み立てをおこなっています。精密板金において組立て方法などお困りでしたら、ステンレル溶接、
精密板金comにお問い合わせください。
お電話またはメールよりお気軽にお問合せください。

















